Máquina de procesamiento láser guiada por microchorro de agua

Diagrama detallado
Introducción
A medida que la fabricación continúa exigiendo mayor precisión y productividad,láser guiado por chorro de agua (WJGL)La tecnología está cobrando impulso tanto en la adopción de ingeniería como en el potencial de mercado. En sectores de alta gama como la industria aeroespacial, la electrónica, los dispositivos médicos y la fabricación de automóviles, se imponen requisitos estrictos en cuanto a precisión dimensional, integridad de los bordes, control de la zona afectada por el calor (ZAC) y conservación de las propiedades de los materiales. Los procesos convencionales (mecanizado mecánico, corte térmico y procesamiento láser estándar) suelen presentar problemas de impacto térmico excesivo, microfisuras y compatibilidad limitada con materiales altamente reflectantes o termosensibles.
Para abordar estas limitaciones, los investigadores introdujeron un microchorro de agua de alta velocidad en el proceso láser, creando así el WJGL. En esta configuración, el chorro de agua actúa simultáneamente como...medio de guía del hazy unmedio eficaz de eliminación de refrigerante y residuos, mejorando la calidad de corte y ampliando la aplicabilidad de los materiales. Conceptualmente, WJGL es una innovadora combinación de procesamiento láser tradicional y corte por chorro de agua, que ofrece alta densidad energética, alta precisión y una reducción significativa del daño térmico, atributos que facilitan una amplia gama de escenarios de fabricación de precisión.

Principio de funcionamiento del láser guiado por chorro de agua
Como se ilustra en la Fig. 1, el concepto central de WJGL es transmitir energía láser a través de un chorro de agua continuo, funcionando efectivamente como una "fibra óptica líquida". En las fibras ópticas convencionales, la luz es guiada porreflexión interna total (TIR)Debido a la diferencia del índice de refracción entre el núcleo y el revestimiento, el WJGL aprovecha el mismo mecanismo en elinterfaz agua-aire:el agua tiene un índice de refracción de aproximadamente1.33, mientras que el aire se trata de1.00Cuando el láser se acopla al chorro en condiciones adecuadas, el TIR confina el haz dentro de la columna de agua, lo que permite una propagación estable y de baja divergencia hacia la zona de mecanizado.
Fig. 1 Características de procesamiento del láser guiado por chorro de agua (esquema)

Diseño de boquillas y formación de microchorros
Un acoplamiento láser eficiente al chorro requiere una boquilla capaz de producir un microchorro estable, continuo y casi cilíndrico, que permita al láser entrar en un ángulo adecuado para mantener la TIR en la frontera agua-aire. Dado que la estabilidad del chorro determina en gran medida la estabilidad de la transmisión del haz y la consistencia del enfoque, los sistemas WJGL suelen depender de un control preciso del fluido y de geometrías de boquilla cuidadosamente diseñadas.
La Figura 2 muestra estados de chorro representativos generados por diferentes tipos de boquillas (p. ej., capilares y diversos diseños cónicos). La geometría de la boquilla influye en la contracción del chorro, la longitud estable, el desarrollo de turbulencia y la eficiencia del acoplamiento, lo que repercute en la calidad y la repetibilidad del mecanizado.
El agua también presenta absorción y dispersión dependientes de la longitud de onda. En los rangos visible e infrarrojo cercano, la absorción es relativamente baja, lo que favorece una transmisión eficiente. Por el contrario, la absorción aumenta en los rangos infrarrojo lejano y ultravioleta, por lo que la mayoría de las implementaciones de WJGL operan en las bandas del visible al infrarrojo cercano.
Fig. 2 Estructuras de boquillas para la formación de microchorros: (a) esquema de contracción; (b) boquilla capilar; (c) boquilla cónica; (d) boquilla cónica superior; (e) boquilla cónica inferior

Ventajas clave de WJGL
Las rutas de mecanizado tradicionales incluyen el corte mecánico, el corte térmico (p. ej., plasma/llama) y el corte láser convencional. El mecanizado mecánico se basa en el contacto; el desgaste de la herramienta y las fuerzas de corte pueden inducir microdaños y deformaciones, lo que limita la precisión y la integridad superficial alcanzables. El corte térmico es eficiente para secciones gruesas, pero suele producir grandes ZAT, tensiones residuales y microfisuras que reducen el rendimiento mecánico. El procesamiento láser convencional, si bien es versátil, puede presentar ZAT relativamente grandes y un rendimiento inestable en materiales altamente reflectantes o termosensibles.
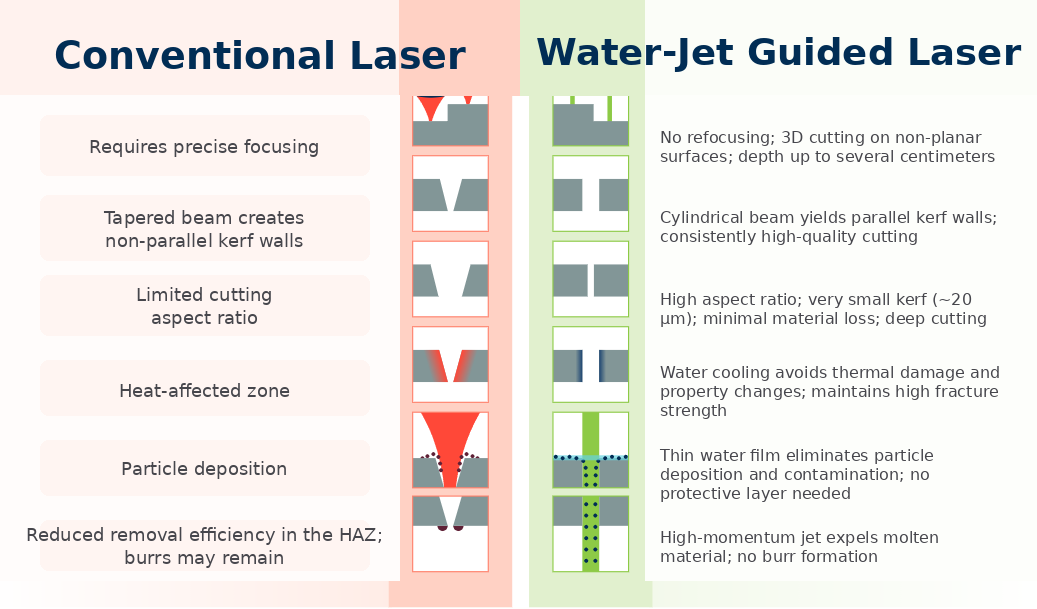
Como se resume en la Fig. 3, el WJGL utiliza agua como medio de transmisión y refrigerante simultáneo, lo que reduce significativamente la ZAT y suprime la distorsión y las microfisuras, mejorando así la precisión y la calidad del borde/superficie (véase la Fig. 4). Sus ventajas se resumen de la siguiente manera:
-
Bajo daño térmico y calidad mejorada:La alta capacidad calorífica específica y el flujo continuo de agua eliminan rápidamente el calor, lo que limita la acumulación térmica y ayuda a preservar la microestructura y las propiedades.
-
Estabilidad de enfoque mejorada y utilización de energía:El confinamiento dentro del chorro reduce la dispersión y la pérdida de energía en comparación con la propagación en el espacio libre, lo que permite una mayor densidad de energía y un procesamiento más consistente, ideal para cortes finos, microperforaciones y geometrías complejas.
-
Operación más limpia y segura:El medio de agua captura y elimina humos, partículas y residuos, lo que reduce la contaminación del aire y mejora la seguridad ocupacional.
Fig. 3 Comparación entre el procesamiento láser convencional y WJGL
Fig. 4 Comparación de tecnologías típicas de corte y perforación

Áreas de aplicación
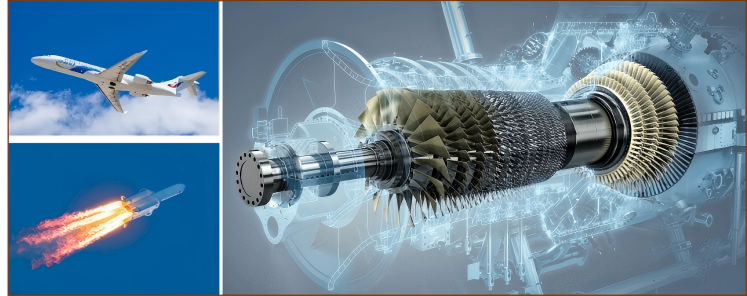
1) Aeroespacial
Los componentes aeroespaciales suelen utilizar materiales de alto rendimiento, como aleaciones de titanio, aleaciones a base de níquel, CFRP, CMC y cerámica, que son difíciles de mecanizar manteniendo la precisión y la eficiencia. Gracias a su alta densidad energética combinada con un enfriamiento eficaz, el WJGL permite un corte preciso con una ZAT reducida, minimizando la deformación y la degradación de las propiedades, y garantizando la fiabilidad de las piezas.
2) Dispositivos médicos
La fabricación de dispositivos médicos requiere precisión, limpieza e integridad superficial excepcionales para productos como instrumentos mínimamente invasivos, implantes y dispositivos de diagnóstico/terapia. Al enfriar y limpiar la zona de mecanizado con flujo de agua, WJGL reduce el daño térmico y la contaminación superficial, mejorando la consistencia y favoreciendo la biocompatibilidad. También permite la fabricación precisa de geometrías complejas para dispositivos personalizados.

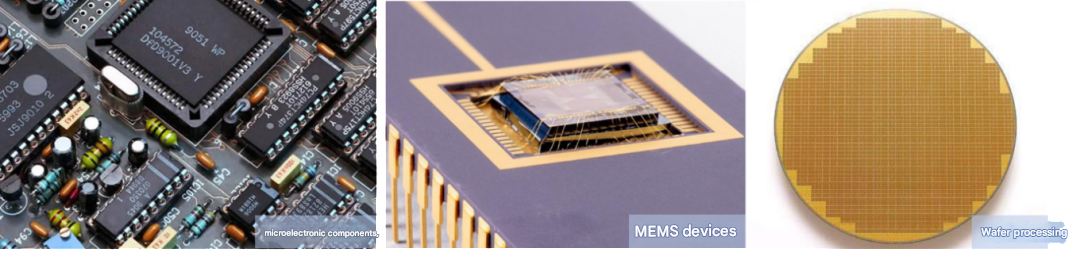
3) Electrónica
En la fabricación de microelectrónica y semiconductores, el WJGL se utiliza ampliamente para el troceado de obleas, el empaquetado de chips y la microestructuración gracias a su alta precisión y bajo impacto térmico. La refrigeración por agua mitiga los daños térmicos en componentes sensibles, mejorando la fiabilidad y la estabilidad del rendimiento.
4) Mecanizado de diamantes
Para piezas de diamante y otros materiales ultraduros, el WJGL ofrece corte y taladrado de alta precisión con bajo impacto térmico, mínima tensión mecánica, alta eficiencia y una calidad superior de borde/superficie. En comparación con los métodos mecánicos convencionales y algunas técnicas láser, el WJGL suele ser más eficaz para preservar la integridad del material y eliminar defectos.

Preguntas frecuentes sobre el láser guiado por chorro de agua (WJGL)
1) ¿Qué es el mecanizado por láser guiado por chorro de agua (WJGL)?
WJGL es un método de procesamiento láser en el que el haz láser se acopla a un microchorro de agua. Este chorro actúa como medio de guía del haz y de refrigeración/eliminación de residuos, lo que permite una alta precisión con un menor daño térmico.
2) ¿Cómo funciona WJGL?
El WJGL se basa en la reflexión interna total en la interfaz agua-aire. Dado que el agua y el aire tienen diferentes índices de refracción, el láser puede confinar y guiarse dentro de la columna de agua —similar a una fibra óptica líquida— y dirigirse de forma estable a la zona de mecanizado.
3) ¿Por qué WJGL reduce la zona afectada por el calor (ZAT)?
El agua en flujo continuo elimina el calor eficientemente gracias a su alta capacidad térmica. Esto suprime la acumulación de calor, reduciendo la ZAT, la distorsión y las microfisuras.
4) ¿Cuáles son las principales ventajas frente al procesamiento láser convencional?
Las principales ventajas suelen incluir:
-
Requisitos de reenfoque reducidos o nulos; adecuado para corte no plano/3D
-
Paredes de corte más consistentes y paralelas y calidad de corte mejorada
-
Impacto térmico significativamente menor (ZAT más pequeña)
-
Procesamiento más limpio: el agua captura partículas y ayuda a prevenir la deposición/contaminación
-
Menor formación de rebabas: el chorro ayuda a expulsar el material fundido de la ranura.
Sobre nosotros
XKH se especializa en el desarrollo, la producción y la venta de vidrio óptico especial y nuevos materiales cristalinos de alta tecnología. Nuestros productos se utilizan en la electrónica óptica, la electrónica de consumo y el sector militar. Ofrecemos componentes ópticos de zafiro, cubiertas para lentes de teléfonos móviles, cerámica, LT, SIC de carburo de silicio, cuarzo y obleas de cristal semiconductor. Gracias a nuestra experiencia y equipos de vanguardia, nos destacamos en el procesamiento de productos no estándar, con el objetivo de convertirnos en una empresa líder en materiales optoelectrónicos de alta tecnología.

Productos relacionados
-
Diámetro 50,8 × 0,1/0,17/0,2/0,25/0,3 mmt Zafiro...
-

Obleas de carburo de silicio SiC de 6 pulgadas y 150 mm, tipo 4H-N...
-
Oblea de óxido térmico de silicio de película delgada SiO2 de 4 in...
-
Pilar de zafiro totalmente pulido resistente al desgaste...
-

Nitruro de galio (GaN) cultivado epitaxialmente en zafiro...
-

Bandeja de mandril de cerámica SiC Ventosas de cerámica...