Cristal de lingote de bola de zafiro cultivado según el método KY




Diagrama detallado



Descripción general
A bola de zafiroes un gran monocristal de óxido de aluminio (Al₂O₃) que se desarrolla en estado natural y que sirve como materia prima para obleas de zafiro, ventanas ópticas, piezas resistentes al desgaste y tallado de gemas. ConDureza Mohs 9, excelente estabilidad térmica(punto de fusión ~2050 °C), ytransparencia de banda anchaDesde el UV hasta el IR medio, el zafiro es el material de referencia donde deben coexistir durabilidad, limpieza y calidad óptica.
Suministramos bolas de zafiro incoloras y dopadas producidas mediante métodos de crecimiento probados en la industria, optimizados paraEpitaxia de GaN/AlGaN, óptica de precisión, ycomponentes industriales de alta confiabilidad.
¿Por qué elegir Sapphire Boule?
-
La calidad del cristal es lo primero:baja tensión interna, bajo contenido de burbujas/estrías, control estricto de la orientación para corte posterior y epitaxia.
-
Flexibilidad del proceso:Opciones de crecimiento KY/HEM/CZ/Verneuil para equilibrar el tamaño, el estrés y el costo de su aplicación.
-
Geometría escalable:bolas cilíndricas, con forma de zanahoria o en bloque con planos personalizados, tratamientos de semillas/extremos y planos de referencia.
-
Trazable y repetible:registros de lotes, informes de metrología y criterios de aceptación alineados con sus especificaciones.
Tecnologías de crecimiento
-
KY (Kyropoulos):Bolas de gran diámetro y baja tensión; preferidas para obleas y ópticas de grado epi donde la uniformidad de la birrefringencia es importante.
-
HEM (Método de intercambio de calor):Excelentes gradientes térmicos y control de estrés; atractivo para ópticas gruesas y materia prima epi de primera calidad.
-
CZ (Czochralski):Fuerte control de orientación y reproducibilidad; buena opción para cortes consistentes y de alto rendimiento.
-
Verneuil (Fusión de llama):Rentable, alto rendimiento; adecuado para óptica general, piezas mecánicas y preformas de gemas.
Orientación, geometría y tamaño de los cristales
-
Orientaciones estándar: plano c (0001), plano a (11-20), plano r (1-102), plano m (10-10); aviones personalizados disponibles.
-
Precisión de orientación:≤ ±0,1° por Laue/XRD (más estricto a pedido).
-
Formas:bolas cilíndricas o tipo zanahoria, bloques cuadrados/rectangulares y varillas.
-
Tamaño típico de sobre: Ø30–220 mm, longitud 50–400 mm(más grande/más pequeño hecho a pedido).
-
Características finales/de referencia:mecanizado de caras de extremo/semilla, planos/muescas de referencia y fiduciales para alineación posterior.
Propiedades ópticas y de los materiales
-
Composición:Al₂O₃ monocristalino, pureza de la materia prima ≥ 99,99%.
-
Densidad:~3,98 g/cm³
-
Dureza:Mohs 9
-
Índice de refracción (589 nm): nₒ≈ 1.768,nₑ≈ 1,760 (uniaxial negativo; Δn ≈ 0,008)
-
Ventana de transmisión: UV hasta ~5 µm(dependiente del espesor y de las impurezas)
-
Conductividad térmica (300 K):~25 W·m⁻¹·K⁻¹
-
CTE (20–300 °C):~5–8 × 10⁻⁶ /K (dependiente de la orientación)
-
Módulo de Young:~345 GPa
-
Eléctrico:Altamente aislante (resistividad volumétrica típicamente ≥ 10¹⁴ Ω·cm)
Grados y opciones
-
Grado de epitaxia:Burbujas/estrías ultrabajas y birrefringencia de tensión minimizada para obleas MOCVD de GaN/AlGaN de alto rendimiento (de 2 a 8 pulgadas y más aguas abajo).
-
Grado óptico:Alta transmisión interna y homogeneidad para ventanas, lentes y visores IR.
-
Grado general/mecánico:Materia prima duradera y de costo optimizado para cristales de relojes, botones, piezas de desgaste y carcasas.
-
Dopaje/Color:
-
Incoloro(estándar)
Cr:Al₂O₃(rubí),Ti:Al₂O₃Preformas de (Ti:zafiro)
Otros cromóforos (Fe/Ti) bajo pedido
-
Aplicaciones
Semiconductores: Sustratos para LED de GaN, micro-LED, HEMT de potencia, dispositivos de RF (materia prima de oblea de zafiro).
Óptica y fotónica: Ventanas de alta temperatura y presión, puertos de visualización IR, ventanas de cavidad láser, cubiertas de detectores.
Consumo y wearables: cristales de relojes, cubiertas de lentes de cámaras, cubiertas de sensores de huellas dactilares, piezas exteriores de primera calidad.
Industrial y aeroespacial: Boquillas, asientos de válvulas, anillos de sellado, ventanas protectoras y puertos de observación.
Crecimiento de cristales/láser: anfitriones de Ti:zafiro y rubí a partir de bolas dopadas.
Datos de un vistazo (típicos, para referencia)
| Parámetro | Valor (típico) |
|---|---|
| Composición | Al₂O₃ monocristalino (≥ 99,99 % de pureza) |
| Orientación | c/a/r/m (personalizado a pedido) |
| Índice a 589 nm | nₒ≈ 1.768,nₑ≈ 1.760 |
| Rango de transmisión | ~0,2–5 µm (dependiente del espesor) |
| Conductividad térmica | ~25 W·m⁻¹·K⁻¹ (300 K) |
| CTE (20–300 °C) | ~5–8 × 10⁻⁶/K |
| Módulo de Young | ~345 GPa |
| Densidad | ~3,98 g/cm³ |
| Dureza | Mohs 9 |
| Eléctrico | Aislante; resistividad volumétrica ≥ 10¹⁴ Ω·cm |
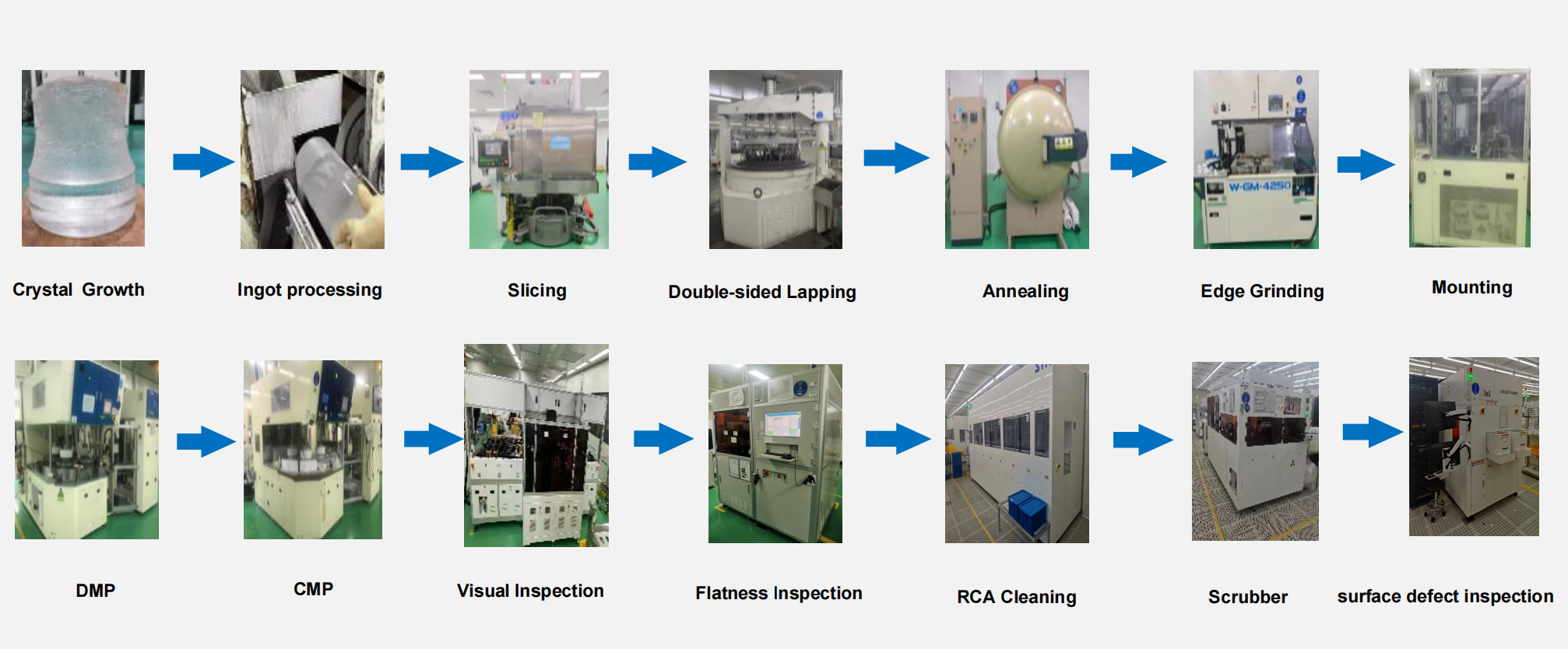
Proceso de fabricación de obleas de zafiro
-
Crecimiento de cristales
La alúmina de alta pureza (Al₂O₃) se funde y se cultiva en un único lingote de cristal de zafiro utilizando elKyropoulos (Kentucky) or Czochralski (CZ)método. -
Procesamiento de lingotes
El lingote se mecaniza hasta obtener una forma estándar: recorte, conformación del diámetro y procesamiento de la cara final. -
Rebanar
El lingote de zafiro se corta en láminas finas mediante unsierra de hilo de diamante. -
Lapeado de doble cara
Ambos lados de la oblea se lapan para eliminar las marcas de sierra y lograr un espesor uniforme. -
Recocido
Las obleas se tratan térmicamente paraliberar el estrés internoy mejorar la calidad y la transparencia del cristal. -
Rectificado de bordes
Los bordes de las obleas están biselados para evitar que se astillen o agrieten durante el procesamiento posterior. -
Montaje
Las obleas se montan sobre soportes o soportes para pulirlas e inspeccionarlas con precisión. -
DMP (Pulido mecánico de doble cara)
Las superficies de las obleas se pulen mecánicamente para mejorar la suavidad de la superficie. -
CMP (Pulido Químico Mecánico)
Un paso de pulido fino que combina acciones químicas y mecánicas para crear unsuperficie similar a un espejo. -
Inspección visual
Los operadores o sistemas automatizados verifican si hay defectos visibles en la superficie. -
Inspección de planitud
Se miden la planitud y la uniformidad del espesor para garantizar la precisión dimensional. -
Limpieza RCA
La limpieza química estándar elimina contaminantes orgánicos, metálicos y particulados. -
Limpieza con fregadora
El fregado mecánico elimina las partículas microscópicas restantes. -
Inspección de defectos superficiales
La inspección óptica automatizada detecta microdefectos como arañazos, picaduras o contaminación.
-
Crecimiento de cristales
La alúmina de alta pureza (Al₂O₃) se funde y se cultiva en un único lingote de cristal de zafiro utilizando elKyropoulos (Kentucky) or Czochralski (CZ)método. -
Procesamiento de lingotes
El lingote se mecaniza hasta obtener una forma estándar: recorte, conformación del diámetro y procesamiento de la cara final. -
Rebanar
El lingote de zafiro se corta en láminas finas mediante unsierra de hilo de diamante. -
Lapeado de doble cara
Ambos lados de la oblea se lapan para eliminar las marcas de sierra y lograr un espesor uniforme. -
Recocido
Las obleas se tratan térmicamente paraliberar el estrés internoy mejorar la calidad y la transparencia del cristal. -
Rectificado de bordes
Los bordes de las obleas están biselados para evitar que se astillen o agrieten durante el procesamiento posterior. -
Montaje
Las obleas se montan sobre soportes o soportes para pulirlas e inspeccionarlas con precisión. -
DMP (Pulido mecánico de doble cara)
Las superficies de las obleas se pulen mecánicamente para mejorar la suavidad de la superficie. -
CMP (Pulido Químico Mecánico)
Un paso de pulido fino que combina acciones químicas y mecánicas para crear unsuperficie similar a un espejo. -
Inspección visual
Los operadores o sistemas automatizados verifican si hay defectos visibles en la superficie. -
Inspección de planitud
Se miden la planitud y la uniformidad del espesor para garantizar la precisión dimensional. -
Limpieza RCA
La limpieza química estándar elimina contaminantes orgánicos, metálicos y particulados. -
Limpieza con fregadora
El fregado mecánico elimina las partículas microscópicas restantes. -
Inspección de defectos superficiales
La inspección óptica automatizada detecta microdefectos como arañazos, picaduras o contaminación.
Bola de zafiro (monocristal Al₂O₃): preguntas frecuentes
P1: ¿Qué es una bola de zafiro?
A: Un monocristal de óxido de aluminio (Al₂O₃) recién formado. Es el lingote inicial que se utiliza para fabricar obleas de zafiro, ventanas ópticas y componentes de alto desgaste.
P2: ¿Qué relación tiene una bola con las obleas o ventanas?
A: La pieza se orienta → corta → lapea → pule para producir obleas de grado epitaxial o piezas ópticas/mecánicas. La uniformidad de la pieza original afecta considerablemente el rendimiento posterior.
P3: ¿Qué métodos de crecimiento están disponibles y en qué se diferencian?
A: KY (Kyropoulos)yDOBLADILLOproducir grandes,bajo estrésbolas—preferidas para epitaxia y óptica de alta gama.CZ (Czochralski)ofrece excelentecontrol de orientacióny consistencia de lote a lote.Verneuil (fusión a la llama) is rentablePara óptica general y preformas de gemas.
P4: ¿Qué orientaciones ofrecen? ¿Cuál es la precisión habitual?
A: plano c (0001), plano a (11-20), plano r (1-102), plano m (10-10)y costumbres. La precisión de la orientación suele ser...≤ ±0,1°verificado por Laue/XRD (más estricto a pedido).
Cristales de calidad óptica con gestión responsable de desechos internos
Todas nuestras bolas de zafiro están fabricadas paragrado ópticoGarantizamos alta transmisión, alta homogeneidad y bajas densidades de inclusiones/burbujas y dislocaciones para sistemas ópticos y electrónicos exigentes. Controlamos la orientación y la birrefringencia de los cristales desde la semilla hasta la bola, con trazabilidad completa del lote y consistencia en todos los ensayos. Las dimensiones, orientaciones (planos c, a y r) y tolerancias se pueden personalizar según sus necesidades de corte/pulido posteriores.
Es importante destacar que cualquier material que no cumpla con las especificaciones esprocesado completamente internamenteMediante un flujo de trabajo de ciclo cerrado (clasificación, reciclaje y eliminación responsable), obtendrá una calidad confiable sin cargas de manipulación ni cumplimiento normativo. Este enfoque reduce el riesgo, acorta los plazos de entrega y contribuye a sus objetivos de sostenibilidad.
| Banda de peso de lingote (kg) | 2″ | 4″ | 6″ | 8″ | 12″ | Notas |
|---|---|---|---|---|---|---|
| 10–30 | Adecuado | Adecuado | Limitado/posible | No es típico | No utilizado | Corte en formato pequeño; 6″ depende del diámetro/longitud utilizable. |
| 30–80 | Adecuado | Adecuado | Adecuado | Limitado/posible | No es típico | Amplia utilidad; lotes piloto ocasionales de 8″. |
| 80–150 | Adecuado | Adecuado | Adecuado | Adecuado | No es típico | Buen equilibrio para producción de 6 a 8″. |
| 150–250 | Adecuado | Adecuado | Adecuado | Adecuado | Limitado/I+D | Admite pruebas iniciales de 12″ con especificaciones estrictas. |
| 250–300 | Adecuado | Adecuado | Adecuado | Adecuado | Limitado/estrictamente especificado | Tiradas de 8″ de gran volumen; tiradas selectivas de 12″. |
| >300 | Adecuado | Adecuado | Adecuado | Adecuado | Adecuado | Escala de frontera; 12″ factible con estricto control de uniformidad/rendimiento. |

Productos relacionados
-

Hoja personalizada de zafiro Al2O3 99,999% transparente...
-

Oblea de zafiro con sustrato de zafiro de 8 pulgadas y 200 mm...
-

Sustrato de carburo de silicio de 2 pulgadas 6H-N de doble cara...
-

Material de zafiro violeta de color púrpura Al2O3 para...
-
Oblea de grado de producción de SiC de 8 pulgadas, sustrato de SiC 4H-N
-

Cristal único de zafiro translúcido de alta dureza...